TM 1-1500-204-23-2
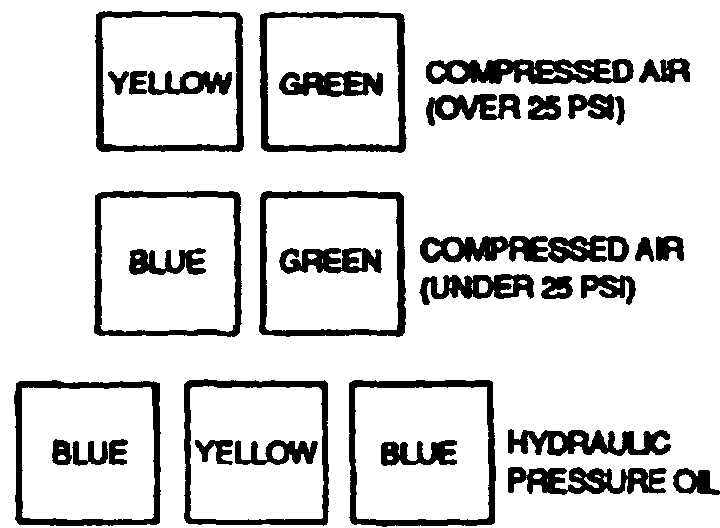
Figure 4-1. Printed - Symbol identification Tape.
d.
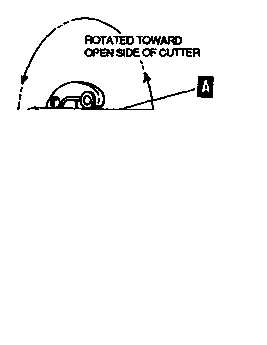
Cutting Tubing, To ensure a good flared tubing
connection, tubing should be cut squarely, and the end
deburred before it is flared (see figure 4-3). The standard
tubing cutter is clamped over tubing and rotated toward
its open side as cutting wheel is gradually fed into tube
by turning thumbscrew. The cutting wheel should be fed
into the tube only while the cutter is being rotated, as
dents will be caused in tubing if the cutter is note moving.
Moderate or light tension on thumbscrew will prevent
bending and excessive burrs on tubing. If a cutter is not
available, a hacksaw blade with 32 teeth per inch can be
used.
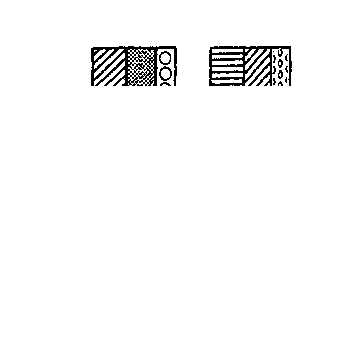
Figure 4-2. Solid Color Band Identification.
burnishing with hand tools. Nicked tubing is not only
weaker as to internal pressure, but such nicks must be
burnished out to reduce a notch effect. If nicks are not
burnished out, concentration under vibration will cause
weakening and breaking at nicked point. Burnishing re-
moves notches by removal of surrounding material. Bur-
nishing is not allowed in the heel of bends where material
has already been stretched thin during forming. Where
tubing is used for fluid’s (liquid or gaseous) at atmospher-
ic pressure or less, bursting strength of tubing is unimpor-
tant and, therefore, dents and nicks may be disregarded
providing that the tubing is structurally sound for its spe-
cific application, internally unobstructed, and that is re-
mains leaktight at all times. Dents can be removed from
tubing by drawing a bullet through tubing. The diameter
of the bullet must be equal to or slightly less than the
inside diameter of the tubing.
Figure 4-3. Cutting Tube with Tube Cutter.
e.
Bending Tubing. Tubing may be bent with any
one of a variety of bending tools. The hand bending tool
is shown in figure 4-4. Bending in a smaller radius than
limits shown in table 4-1, or forming flattened, kinked,
or wrinkled bends should be avoided (see figure 4-5).
MIL-T-7081-6061T-6 aluminum tubing may be formed
through tubing processes by maintaining a 1-inch bend
radius for 1/4-inch and 3/8-inch tubing. All sizes above
3/8 inch will require the use of a mandrel to form. Bends
in 5/16 inch outside diameter oxygen tubing should
4-2
Change 1