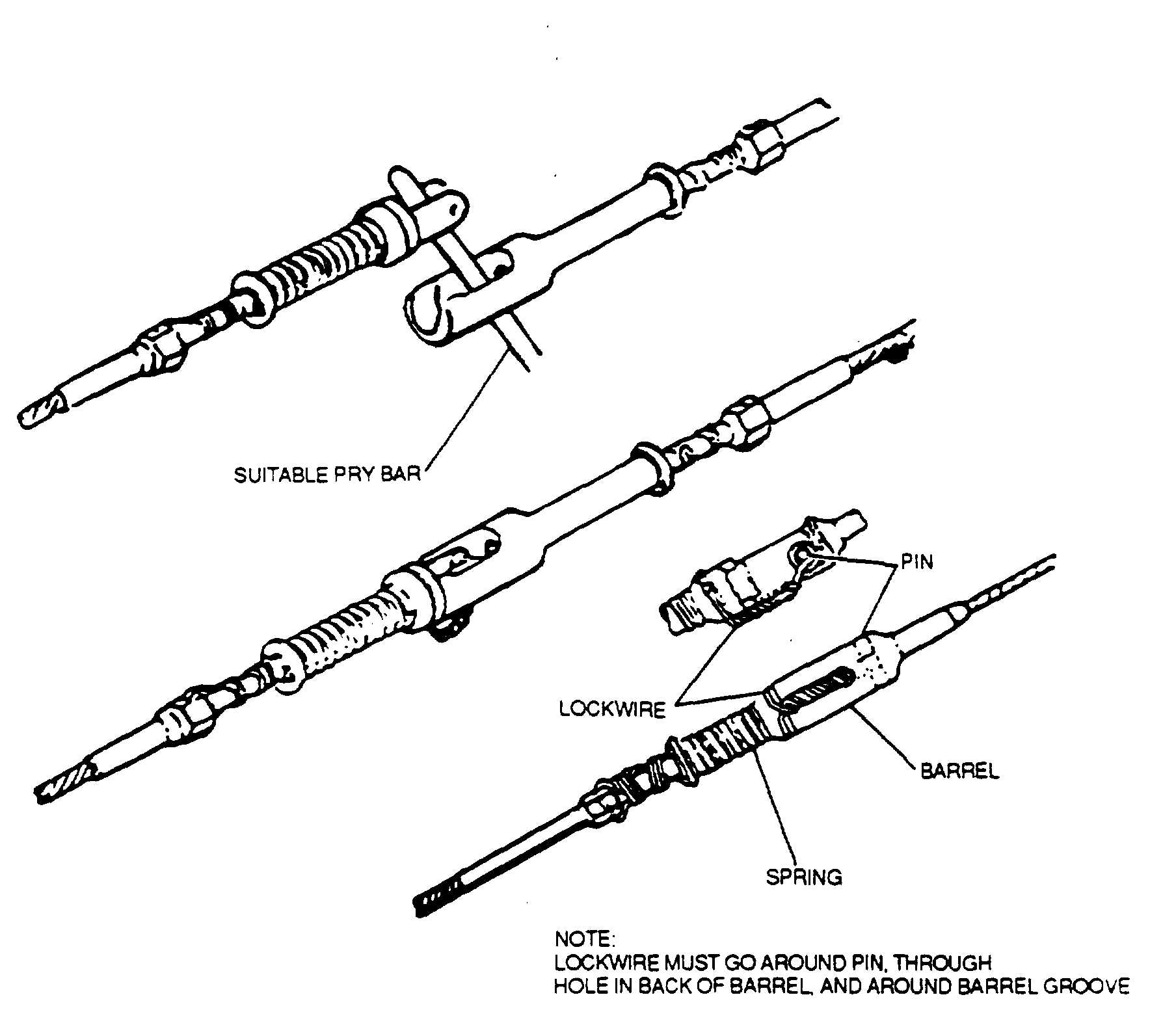
Figure 2-81. Speed Rig Lockwirlng
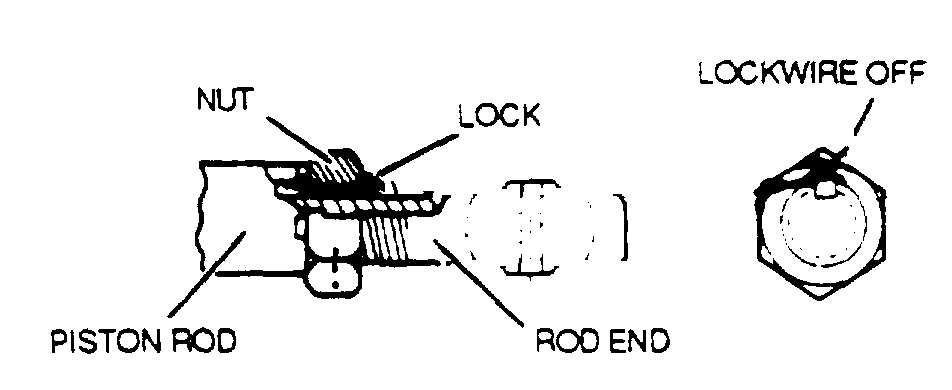
Figure 2-82. Rod End Safetying (Key Type NAS 559)
(4)
Torquing self-locking nuts. Self-locking
nuts contain an internal friction elements. The torque of
this friction, called tare torque, must be measured on the
torque wrench as the nut is being turned but before the
nut touches the washer. The proper torque is the sum of
the standard torque in table 2-9 plus the tare torque.
(5)
Tightening on the head end. When a
fastener is tightened from the head end, some of the
torque applied is absorbed in turning the bolt in the hole.
The amount of torque absorbed will vary, depending on
the clearance in the hole and the alignment of the parts.
For this reason, torque values are specified for
tightening fasteners on the nut end. However, in some
instances it will be necessary to tighten the fastener
from the head end. On these occasions, the frictional
(tare) torque required to turn the bolt in the hole should
be determined with the nut engaged, on the last rotation
before the nut seats, and then added to the standard
torque value called out in table 2-9.
2-83