TM 1-1500-204-23-9
(2)
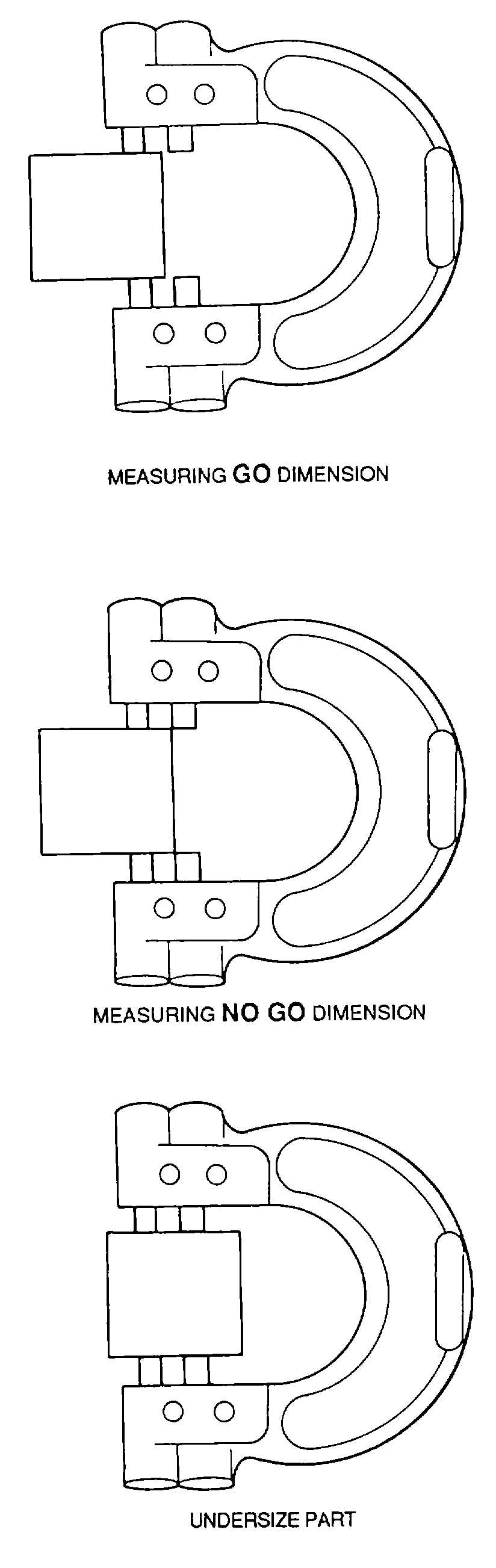
Gauging flat parts. Flat parts may be
measured as follows (see figure 3-66):
(a)
Position the gauge so that the pins
or buttons are square with the flat surfaces on the part.
(b)
Using a slight hand pressure, push
the gauge over the part.
NOTE
·
If the part is within limits, the
NO GO pins will stop the part.
·
If the part is undersized, it will
be possible to push it past the
NO GO pins.
(3)
Gauging cylindrical parts. Cylindrical
parts may be measured as follows:
(a)
Place the gauge on the part, with
the solid anvil on top, as shown in figure 3-67. Rock the
gauge as indicated by the shaded area.
NOTE
If the shaft is not oversized, the first button
will pass over it easily, as shown in figure 3-
68.
(b)
Move the gauge to the position
shown in figure 3-69. If the NO GO button stops the
gauge, the shaft is within limits.
NOTE
If the shaft can be moved onto or past the
NO GO position, the diameter is too small.
d.
Care of Snag Gauges. Observe the following
practices for the care and upkeep of snap gauges:
(1)
Always make certain that the surfaces of
the parts gauged and the snap gauge itself are kept free
from abrasives, dirt, grit, chips, and all foreign matter.
(2)
Always consider the abrasive action of
the part on the gauge. Cast iron, steel, and cast aluminum
are more abrasive than brass, bronze, and nonmetals such
as plastics. Use particular care when gauging cast iron,
steel, and cast aluminum.
Figure 3-66. Gauging Flat Parts
3-31
MEASURING GO DIMENSION
MEASURING NO GO DIMENSION
UNDERSIZE PART