
NAVAIR 01-1A-505-2
010 02
TO 00-25-255-1
Page 20
TM 1-1500-323-24-2
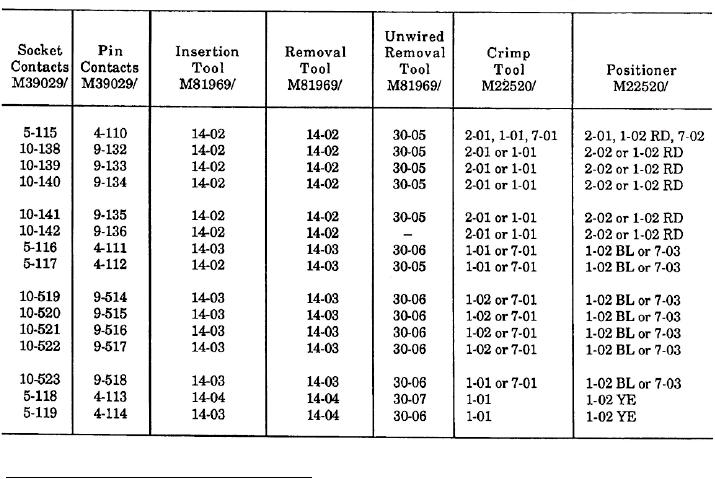
Table 6. MIL-C-81703 Series 3 Power and Thermocouple Tooling
c.
Insert stripped wire into contact conductor
99. CONNECTOR BUILD-UP SERIES 2 AND 3.
barrel. Ensure all wire strands are inside contact
conductor barrel and visible in contact inspection hole
100. WIRE DIAMETER BUILD-UP. If wire outside
(Figure 14).
diameter is not large enough to fill wire sealing grommet
holes, build up wire outside diameter by applying heat-
d. If insulation gap is to large, trim conductor as
shrinkable insulating sleeving. This must be
required. If insulation gap is too small, trim insulation
accomplished prior to contact insertion.
as required (NAVAIR 01-1A-505-1, WP 009 00).
101. WIRE STRIPPING. Strip wire in accordance with
e.
Crimp contact to wire.
following procedure:
103. CONTACT INSERTION. Insert wired or unwired
a. Cut wire to proper length. Ensure enough wire
contacts in accordance with following procedure:
remains for adequate strain relief without leaving excess
slack.
a. Remove sealing plug and/or contact from
contact cavity (Paragraph 107).
b. Strip insulation from end (NAVAIR 01-1A-
505-1, WP 009 00). Select contact (Table 2, 4, or 5).
b. Ensure wire or cable on contact is routed
through connector backshell.
102. CONTACT CRIMPING. Crimp contact in
accordance with following procedure:
c.
Select correct insertion tool (Table 3 or 6).
a.
Select correct crimp tool and positioner (Table 3
d. Place wire and contact assembly into colored
or 6).
tip of insertion tool (Figure 15). Ensure tool tip is over
conductor barrel and butted against contact shoulder.
b. Perform die closure check (NAVAIR 01-1A-
505-1, WP 013 00). Install positioner and set selector
knob for gage of wire.