TM 55-2840-254-23
4-60
REPAIR SECOND TURBINE NOZZLE, SPACER, AND CASE (AVIM) (Continued)
4-60
In following step, do not stop rotation
during the clockwise or counterclock-
wise movement until stops are reached.
Stopping cutter before stops are reached
may cause deep gouges or chatter marks
in case.
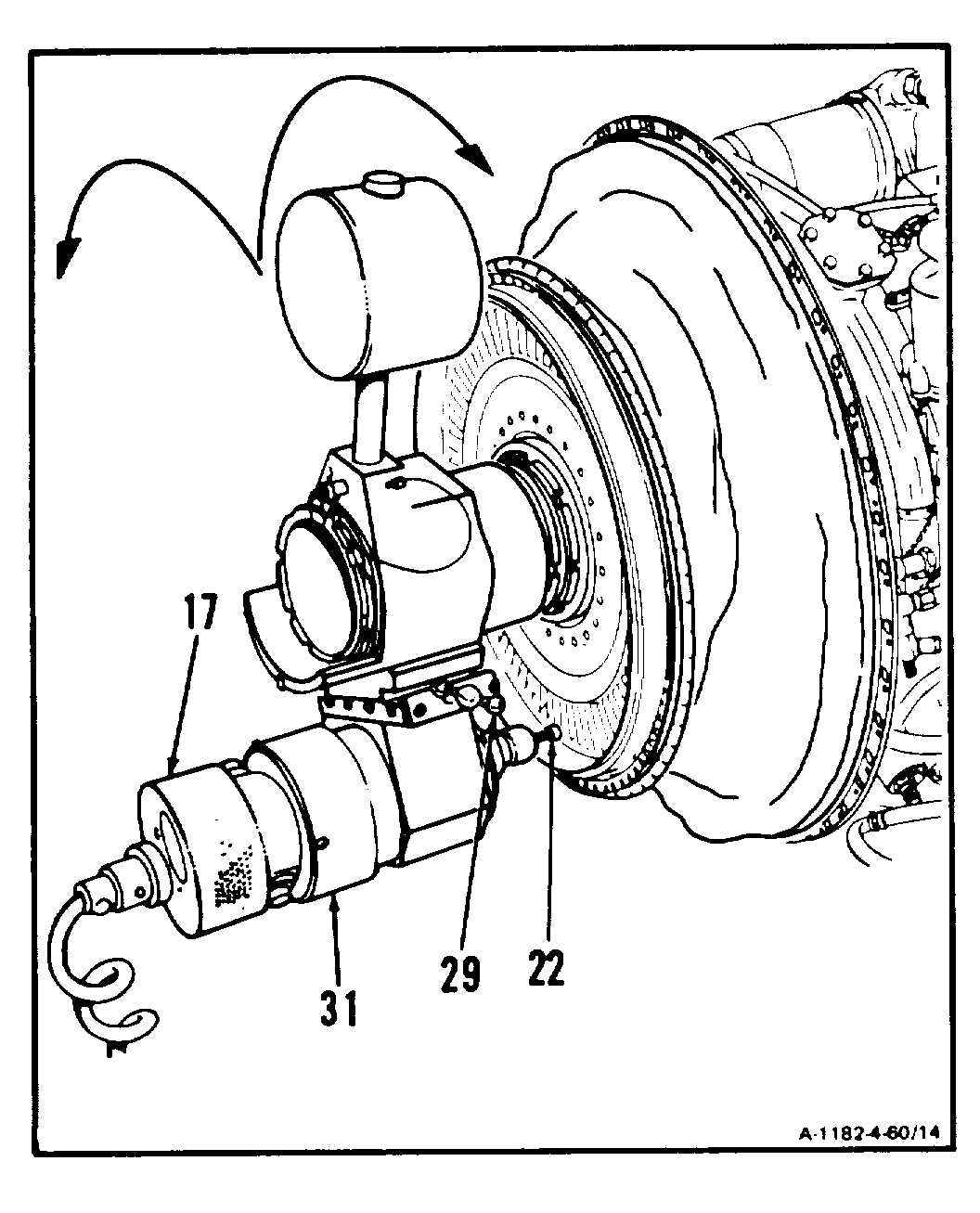
25. Place hands on collar (31) and rotate milling
machine (17) clockwise until front stop is
reached and immediately rotate milling mach-
ine (17) counterclockwise until rear stop is
reached.
Do not advance cutter more than one
increment for any cut. All clockwise
and counterclockwise rotations must
be made slowly and without stopping.
26. Turn adjusting knob (29) one increment clock-
wise. One increment clockwise advances cutter
(22) radially 0.001 inch.
27. Deleted.
28. Continue to repeat steps 25. and 26. until
amount of material to be removed, which was
determined in step 8, is completed.
GO TO NEXT PAGE
4-379