TM 1-1500-204-23-2
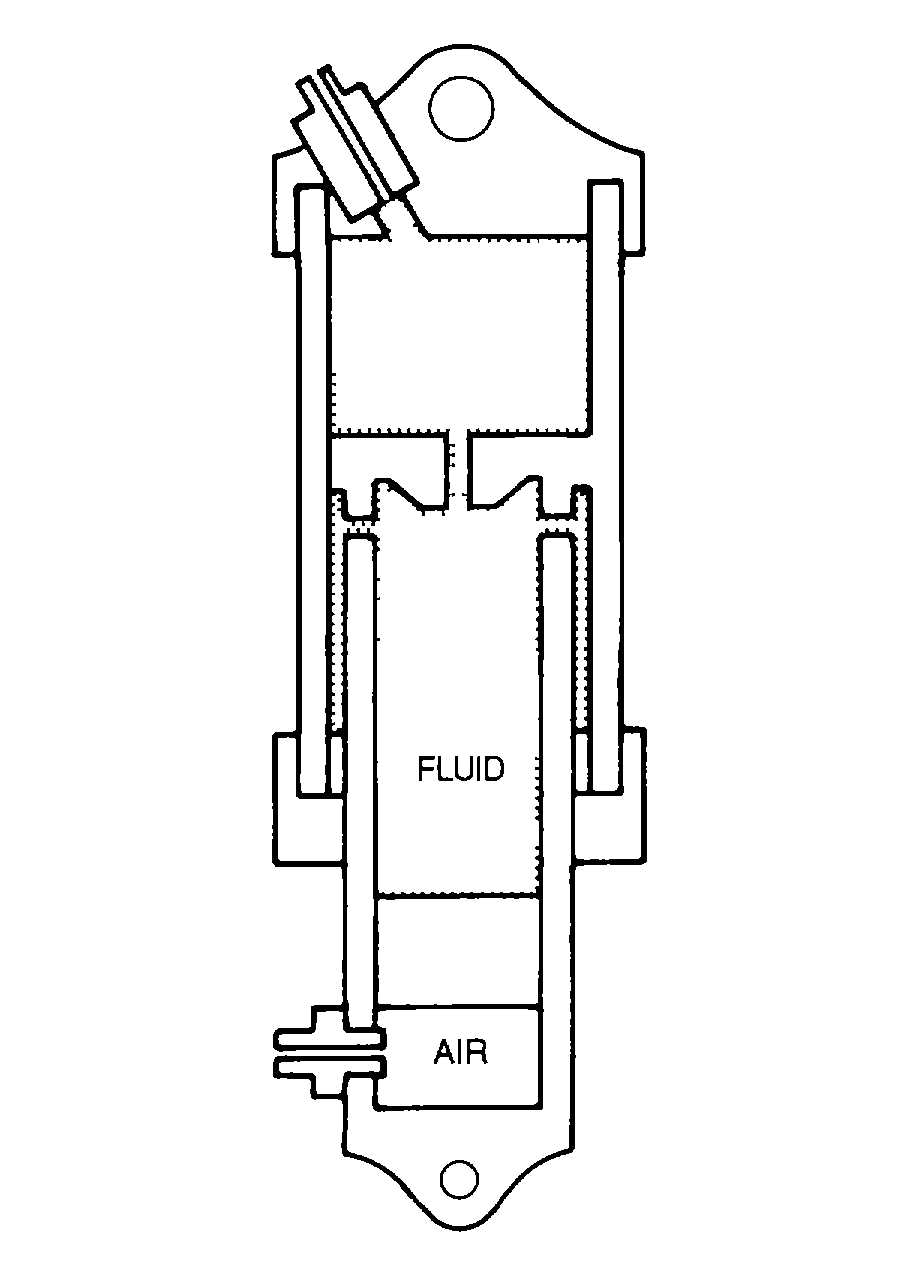
Figure 4-173. Floating Piston Shock Strut
freely into the annular space during shock strut com-
pression than It flows out during extension.
WARNING
Always be sure to release the air pressure
before attempting to remove the air valve
core of the air valve assembly. Rock the
aircraft and depress the valve core several
times with a suitable metal tool to ensure that
all pressure is released. Air pressure could
blow out the air valve assembly or the valve
core when they are loosened, resulting in
damage to equipment or injury to personnel.
(4) Servicing shock struts. Shock struts
should be frequently checked for leakage, proper air
pressure, security of attachment, and cleanliness. The
exposed portion of the shock strut piston should be
cleaned frequently with a clean, lint-free cloth moistened
with hydraulic fluid. Specific instructions for servicing
with hydraulic fluid and air pressure are stamped on the
nameplate of the shock strut and are given In the
applicable aircraft manual. With a few exceptions, a
single port In the shock strut serves as a filler hole for
both hydraulic fluid and air An air valve assembly
screws into the port.
(5) Shock strut high-pressure air valve cores.
The following paragraphs provide general information
relative to high-pressure air valve cores (AN809-1) used
in hydraulic systems and shock struts.
(a) Identification. High-pressure air valve
cores may be recognized by the symbol H stamped on
the core head
NOTE
Some early valve cores Incorporated lead
plug seats which are now unsatisfactory.
Use only valve cores incorporating synthetic
rubber plug seats.
1 Types. There are two types of valve
cores that are approved for all weather high-pressure
usage. Sample cores are shown in figure 4-174.
2 Use. Air valve cores used In
hydraulic systems or shock struts shall be high-pressure
type. Low-pressure cores such as used in tires and tubes
will not be used in hydraulic installations
(b) Installation Procedures for Installing
high-pressure air valve cores are described in the fol-
lowing paragraphs.
NOTE
Use a drop of hydraulic fluid, MIL-H-5606,
on plug seat before installation of valve
core in hydraulic installations
1 Core installation. Valve cores are in-
stalled with valve repair tool, MIL-T-4873, shown in
figure 4-174. This tool is also used when it becomes
necessary to remove core, smooth down a damaged
cap seat, rethread damaged Inside thread of valve stem,
or rethread damaged cap threads
4-163