TM 1-1500-204-23-3
(j)
Fitting Damage/Finish. Fittings which have
inter-crystalline corrosion or scratches, outside of the
critical sealing surface, to a depth of .030 inch can be
reworked.
(k)
Repair/Replacement of Internal and External
Support Fittings. Loose or separated support fittings can
be cleaned, buffed, cleaned again and cemented back in
place.
(3)
Damage that is not reparable is classified
as follows:
(a) Damage which extends into a comer.
step off area. or involves a cut longer than 4 inches is not
reparable.
(b) Damage which has led to activation
of the sealant ply/plies is not reparable.
(c) Damage to cells which cannot be
repaired by cement or reinforced patching is not
reparable.
(d) Hole damage which penetrates the
entire cell wall is not-reparable.
c.
Repair Fuel Cell Outer Coating, Interior/Exterior
Loose Fitting Flange and Interior Loose Seam Damage.
WARNING
Acetone, barrier cement, repair adhesives
and its components are flammable and
toxic. They can irritate skin and cause
bums. Use only with adequate ventilation
and wear a NIOSH approved air-purifying
respirator for organic vapors. Keep away
from heat or open flame. Wear safety
glasses, gloves and protective clothing to
avoid contact with skin, eyes and clothes.
If contact occurs, flush areas with water
and get medical attention for eyes.
Repair blisters, cuts, tears, snags and abrasions that
damage but do not penetrate the outer reinforcement
plies (no fabric damage) as follows:
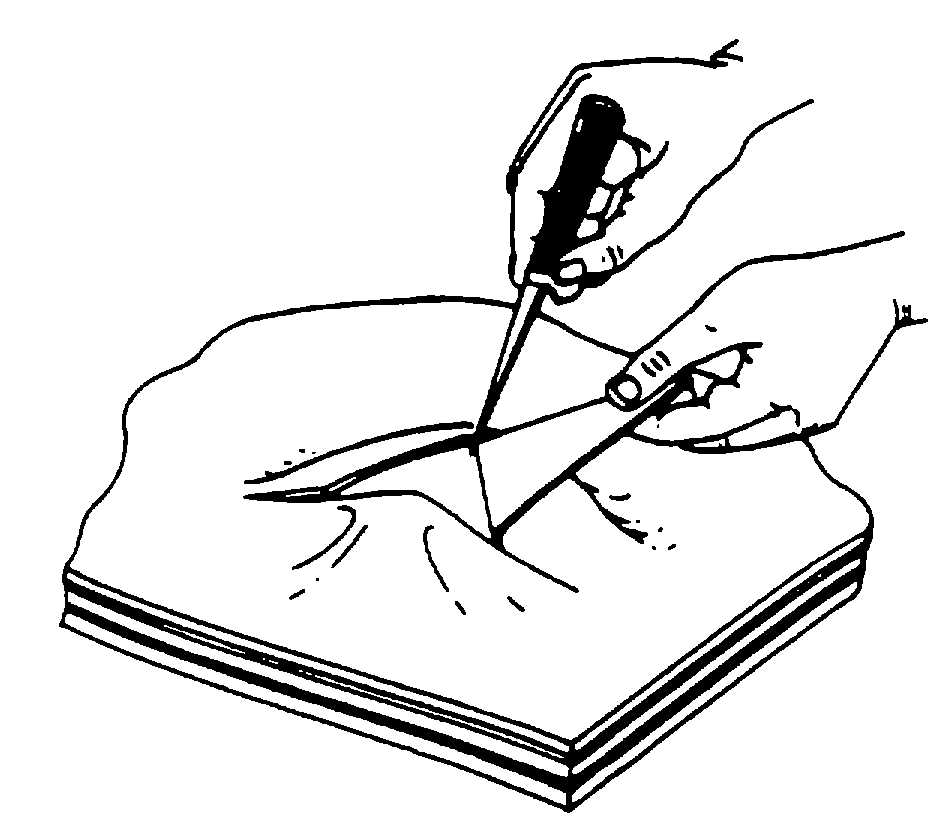
(1)
Use knife and trim away loose, damaged or
blistered outer coating (figure 2-24), except for loose
fitting flange repair.
Figure 2-24. Removing Outer Coating
(2)
Clean damaged area using a dean cloth
(item 16, table 2-11) dampened with acetone (item 3,
table 2-11). Wear gloves (item 4, table 2-11).
WARNING
Ensure all drills are non-sparking.
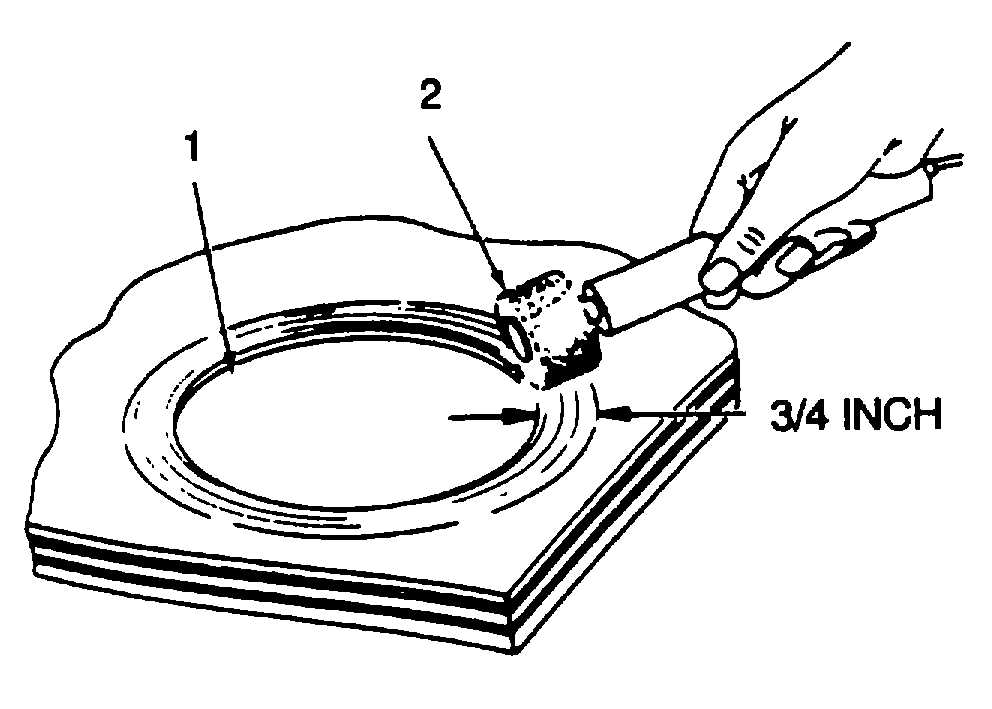
(3) Buff surface around damage 314 inch
larger in all directions than damaged area (1, figure 2-25).
Use portable drill (2), abrasive arbor, and/or scotch-brite.
Buff only to remove gloss without excessively reducing
outer coating thickness.
Figure 2-25. Buffing Damaged Area
Change 2 2-45