TM 55–2840–254–23
Change 6 4–502.1/(4–502.2 blank)
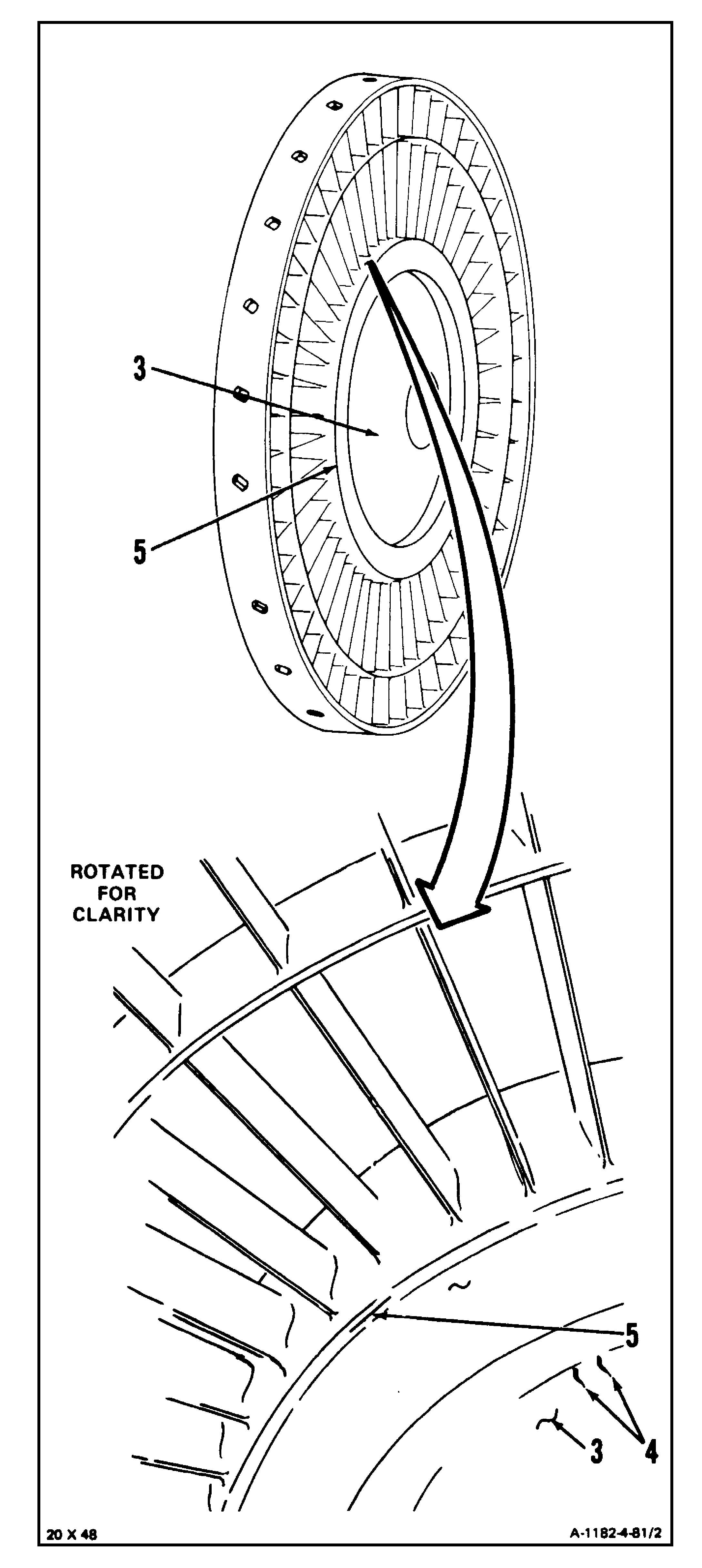
4–81 REPAIR EXIT VANE ASSEMBLY (Continued)
4–81
NOTE
In following step 2., use proper welding
procedure at all times (Ref. TM
1–1500–204–23–8).
2.
Using tungsten inert gas method, weld–re-
pair all cracks (4) in inner plate (3) if any
cracks in inner plate exceeds inspection limits
(Ref. Task 4–80).
WARNING
Power grinding is hazardous to per-
sonnel. Sparks and metal chips may
injure eyes. If injury occurs, get
medical attention.
a.
Wear goggles and rout cracks (4) to expose
clean, sound base metal. Use portable
electric drill and carbide burr.
b.
Clean chips, dirt, and oil from area to be
welded (Ref. Task 4–79).
NOTE
Weld–repair shall be only in inner plate
and shall not progress beyond inner
shroud aft radius.
c.
Weld–repair. Use welding wire (E61). Do
not weld beyond inner shroud aft radius (5).
d.
Fluorescent–penetrant inspect (per para-
graph 2–12.1.e) weld–repair area (Ref. TM
1–1500–335–23). There shall be no cracks.
If cracks are found, repeat steps a. through
c.
GO TO NEXT PAGE