TM 1-1500-204-23-9
(6) Conversion for inside measurement. If the
metric caliper is not marked for inside or outside
measurements, refer to (4) above for the measuring
point allowance for inside measurements.
d. Care of Calipers. Following are general
guidelines for the care of all calipers:
(1) Coat metal parts of all calipers with a light
coat of oil to prevent rust.
(2) Store calipers in separate containers
provided.
(3) Keep graduations and markings on all
calipers clean and legible.
(4) Do not drop any caliper. Small nicks or
scratches can cause inaccurate measurements.
(5) Protect caliper points from damage.
3-9. Micrometers. The micrometer is the most
accurate of the adjustable measuring instruments. The
internal parts of a micrometer are not cut on a lathe, but
are ground to size on a machine grinder.
a. Types. There are three types of micrometers
which
are
most
commonly
used:
the
outside
micrometer; the inside micrometer; and the depth
micrometer.
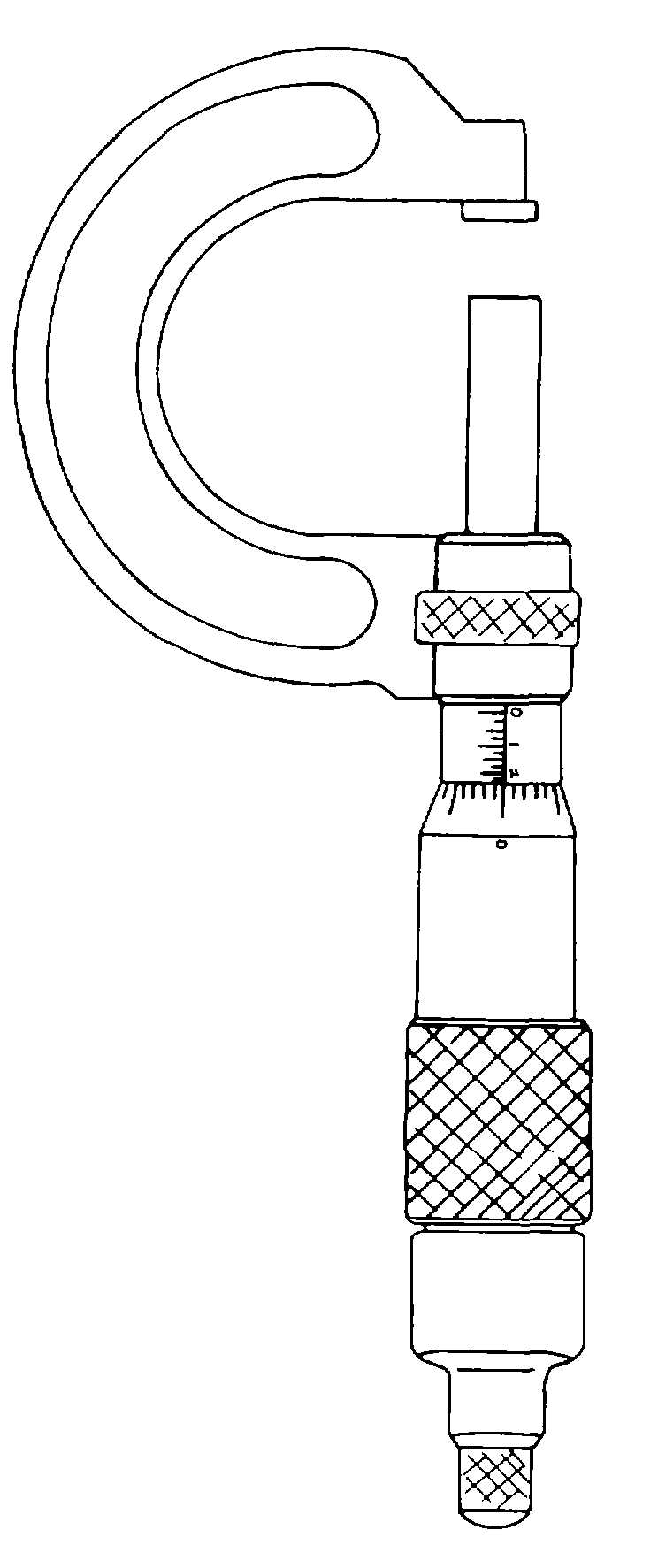
(1)
Outside
micrometer.
An
outside
micrometer, shown in figure 3-34, is used more often
than any other type. It is used to measure the outside
diameter of shafts, thickness of stock, and to make
other, similar measurements. It is also used to set
inside calipers to a given dimension.
(2) Inside micrometer. An inside micrometer is
used to measure the inside diameters of cylinders, the
width of recesses, and similar work. A typical inside
micrometer is shown in figure 3-35.
(3) Depth micrometer. A depth micrometer,
shown in figure 3-36, is used to measure the depth of
recesses or holes.
b. Selection. The types of micrometers commonly
used are made so that the longest movement possible
between the spindle and the anvil is 1 inch. This
movement is called the range. The size of a
micrometer indicates the size of the largest work it will
measure. Therefore, a 2-inch micrometer has a range
from 1 inch to 2 inches, and will measure only work
between 1 and 2 inches thick. A 6-inch micrometer has
a range from 5 to 6 inches, and will measure only work
between 5 and 6 inches thick. It is necessary, therefore,
that the mechanic first find the approximate size of the
work to the nearest inch, and then select a micrometer
that will fit it. With inside and depth micrometers, rods
of suitable lengths, as shown in figure 3-37, are fitted
into the tool to get the approximate dimension within an
inch, after which the exact dimension is obtained by
turning the thimble, as shown in figure 3-38.
Figure 3-34. Outside Micrometer
3-14