TM 55-2840-241-23
Change 23 7-19
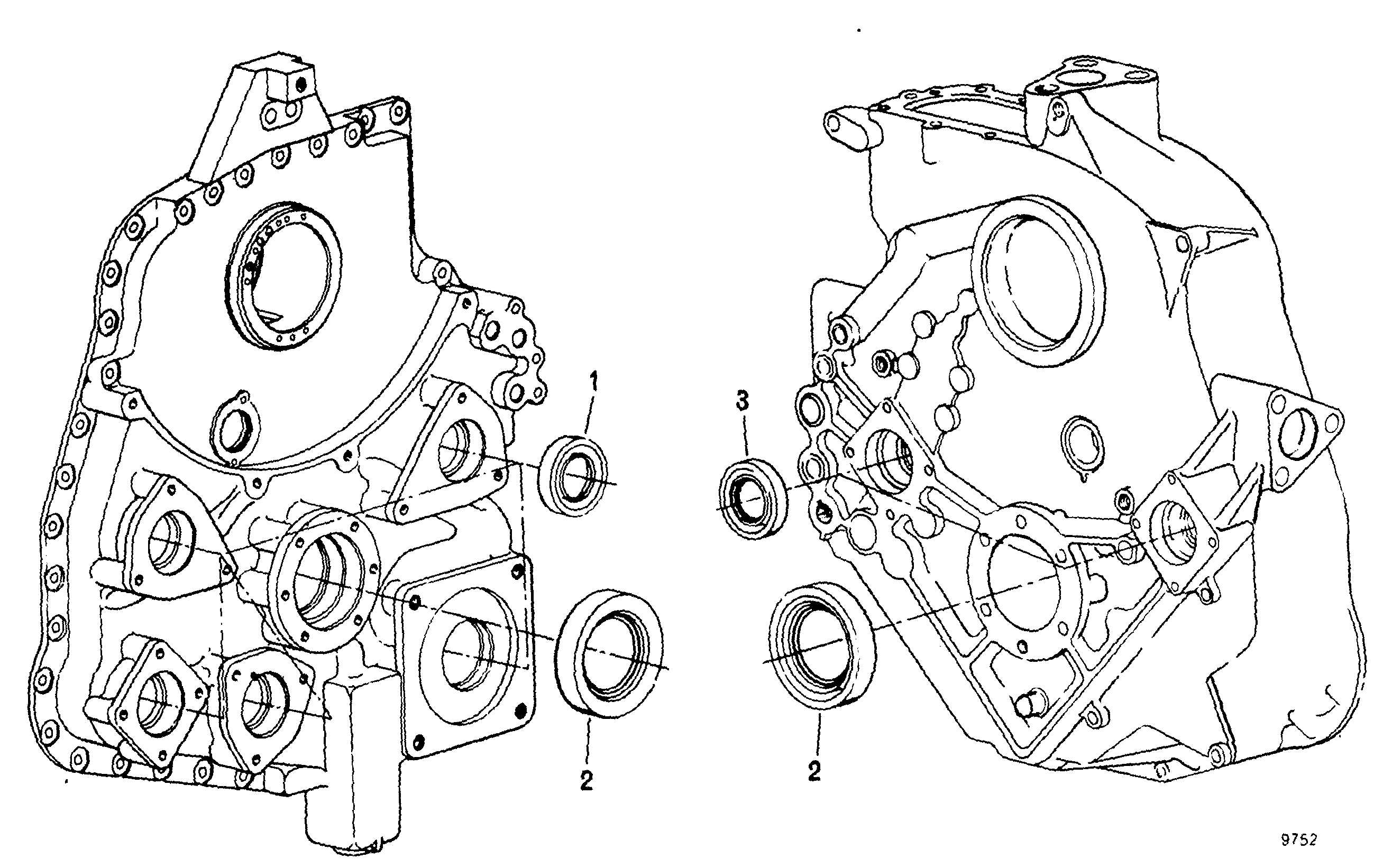
1.
Accessory pad seals
2.
Power takeoff pad seals
3.
Tachometer pad seals
Figure 7-15. Gearbox External Seals
7-29. Gearbox Housing and Cover Painting.
Repair damaged paint on the external surfaces of the
gearbox housing and cover as follows:
a.
Clean the damaged area with a clean cloth satu-
rated with solvent (item 3, table 2-2).
b.
Using emery cloth (item 23, table 2-2), abrade an
area slightly larger than the damaged area. Feather the
edges of the abraded area.
c.
Clean the area as in step a and dry using a blast
of clean compressed air.
d.
Chrome pickle the cleaned area per TM
1-1500-344-23.
e.
Wipe the abraded area with paint thinner (item
24, table 2-2) .
f.
Apply medium gray corrosion resistant paint (item
25, table 2-2) to the abraded area,
g.
Air dry at least one hour before handling. Heat
may be applied with a heat lamp to speed up curing;
however, do not exceed 300 F. Approximately 20 min-
utes will be required for the heat cure.
7-30. Outer Combustion Case Weld Repair.
Weld repair cracks in the outer combustion case as
follows: (See figure 7-5.)
a.
Remove surface contamination using a stainless
steel wire brush.
b.
Clean the area with acetone (item 28, table 2-2)
using a clean cloth for the application.
c.
Weld cracks using inert gas arc and class 6 weld
rod (item 29, table 2-2) . Apply 1/8 in. wide stringer bead
using medium heat input. Cool each bead with a wet cloth
immediately. Do not apply another bead until cool
enough to touch by hand.
d.
Inspect the weld for undercut, cracking, and dis-
continuities. There must be not evidence of undercutting
and cracking. If cracks in the well are suspected, refer
7-31.Compressor Discharge Air Tube Weld Repair.
Weld repair cracks in the compressor discharge air
tubes as follows:
to TM 1-1520-254-23, Technical Manual Aviation Unit
Maintenance (AVUM) and Aviation Intermediate Main-
tenance (AVIM) Manual Nondestructive Inspection
Procedure for OH-58 Helicopter Series.