TM 1-1500-204-23-9
NOTE
A 0.002 to 0.005 inch clearance should
be
provided.
This
may
be
accomplished by scraping or reaming
the lead bushing in the center of the
wheel.
(5) Mount the wheel on the shaft, and ensure that it
fits without play.
(6) Install another blotter and then the outer flange.
(7) Install the washer and the nut.
CAUTION
Do not overtighten the spindle nut.
Failure to comply may result in cracking
of the grinding wheel.
(8) Tighten the nut sufficiently to hold the wheel
firmly.
(9) Operate the grinder for a minute or two in order
to test for breakage.
WARNING
·
Always wear safety goggles when
using grinder. Failure to comply
may result in serious bodily injury.
·
Ensure that the abrasive wheels are
firmly attached to the spindles by
the flange nuts. If a wheel should
loosen or detach, serious bodily
injury could result.
·
Ensure that tool rests are firmly in
place. A loose tool rest could cause
the tool or piece of work to be
grabbed by the wheel and cause the
hand of the operator to contact the
wheel. Serious bodily injury may
result.
e. Dressing and Truing. Grinding wheels, like other
cutting tools, require frequent reconditioning of cutting
surfaces to perform efficiently. Dressing is the term
used to describe the process of cleaning the periphery
of grinding wheels. This cleaning breaks away dull
abrasive grains and smooths the surface so that there
are no grooves. Truing is the term used to describe the
removal of abrasive from the cutting face of the wheel
so that the resultant surface runs absolutely true to
some other surface such as the grinding wheel shaft.
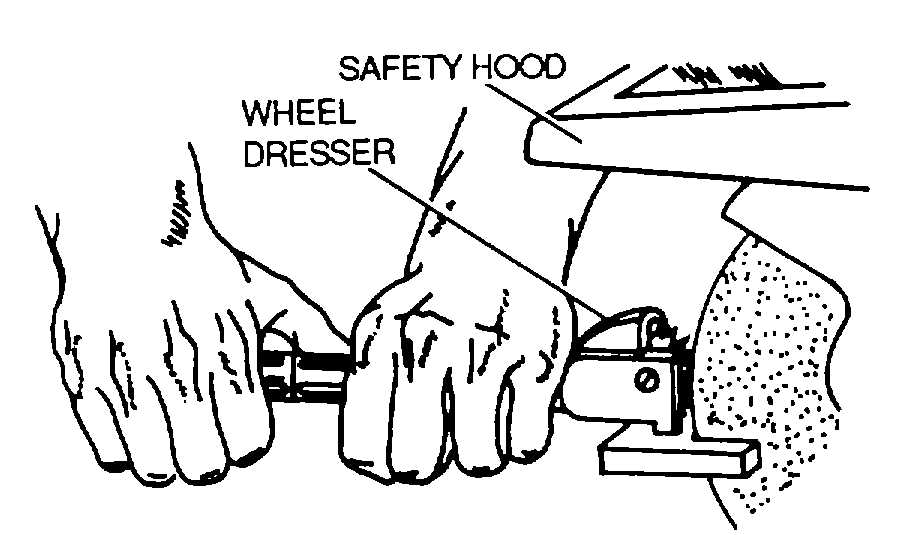
(1) Dressing procedure. To dress a wheel, proceed
as follows (see figure 6-6):
(a) Start the grinder and let it come up to speed.
(b) Set the wheel dresser on the tool rest as
shown in figure 6-6 and bring it in firm contact with the
wheel.
Figure 6-6. Dressing a Grinding Wheel
(c) Move the wheel dresser back and forth across
the face of the wheel until the surface is clean and
approximately square with the sides of the wheel.
(2) Wheel re-balancing. If grinding wheels get out
of balance because of out-of-roundness, dressing the
wheel will usually remedy the condition. A grinding
wheel can get out of balance by being left sitting with
part of the wheel immersed in the coolant; if this
happens, the wheel should be removed and dried out by
baking. If the wheel gets out of balance axially, it
probably will not affect the efficiency of the wheel. This
unbalance may be remedied simply by removing the
wheel and cleaning the shaft spindle and spindle hole in
the wheel and the flanges.
WARNING
Do not attempt to make any adjustment
to the tool rest until the grinder is shut
down
and
the
power
disconnected.
Failure to comply may result in serious
injury to the operator.
6-5