
NAVAIR 01-1A-505-2
006 03
TO 00-25-255-1
Page 14
TM 1-1500-323-24-2
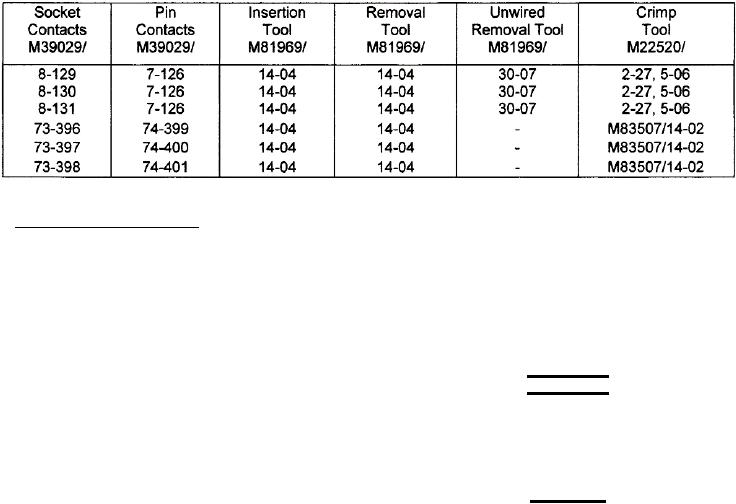
Table 6. MIL-C-83723 Series III Coaxial Contact Tooling
53. CONTACT INSERTION. Insert wired or unwired
49. CONNECTOR BUILD-UP.
contacts in accordance with following procedure:
50. WIRE DIAMETER BUILD-UP. If wire outside
a. Remove sealing plug and/or contact from
diameter is not large enough to fill wire sealing grommet
contact cavity (Paragraph 57.)
holes, build-up wire outside diameter by applying
heat-shrinkable insulating sleeving. This must be
b. Ensure wire or cable on contact is routed
accomplished prior to contact insertion.
through connector backshell.
51. WIRE STRIPPING. Strip wire in accordance with
following procedure:
WARNING
a. Cut wire to proper length. Ensure enough wire
Metal tool tips are sharp and can cause injury
remains for adequate strain relief without leaving excess
to personnel and/or damage to connectors.
slack.
Exercise caution when using this tooling.
b. Strip insulation from end (NAVAIR 01-1A-
CAUTION
505-1, WP 009 00). Select contact (Table 2, 3, or 5).
Metal tooling may damage the wire sealing
52. C O N T A C T C R I M P I N G . C r i m p c o n t a c t i n
grommet at the end of the connectors. Use of
accordance with following procedure:
plastic tools is preferred.
a.
Select correct crimp tool (Table 4 or 6).
c.
Select removal tool (Table 4 or 6).
b. Perform die closure check, install positioner,
d. Inspect tips of metal tools for nicks, burrs, and
and set selector knob for gage of wire.
distortion of probe before use as connector damage can
occur.
c.
Insert stripped wire into contact conductor
barrel. Ensure all wire strands are inside contact
e.
Place wire and contact assembly into colored
conductor barrel and visible in contact inspection hole
tip of insertion tool (Figure 11). Ensure tool tip is over
(Figure 10).
conductor barrel and butted against contact shoulder.
d. If insulation gap is too large, trim conductor as
f.
Insert tip of contact into cavity. Start contact
required. If insulation gap is too small, trim insulation
insertion near connector center cavities and work
as required.
outward.
e.
Crimp contact to wire.
g.
Axially align contact with contact cavity.
h. With firm even pressure, press tool against
contact shoulder and seat contact into cavity (Figure 12).
A slight click may be heard as retention tines snap into
place behind contact shoulder.