TM 55-2840-241-23
Change 19 7-7
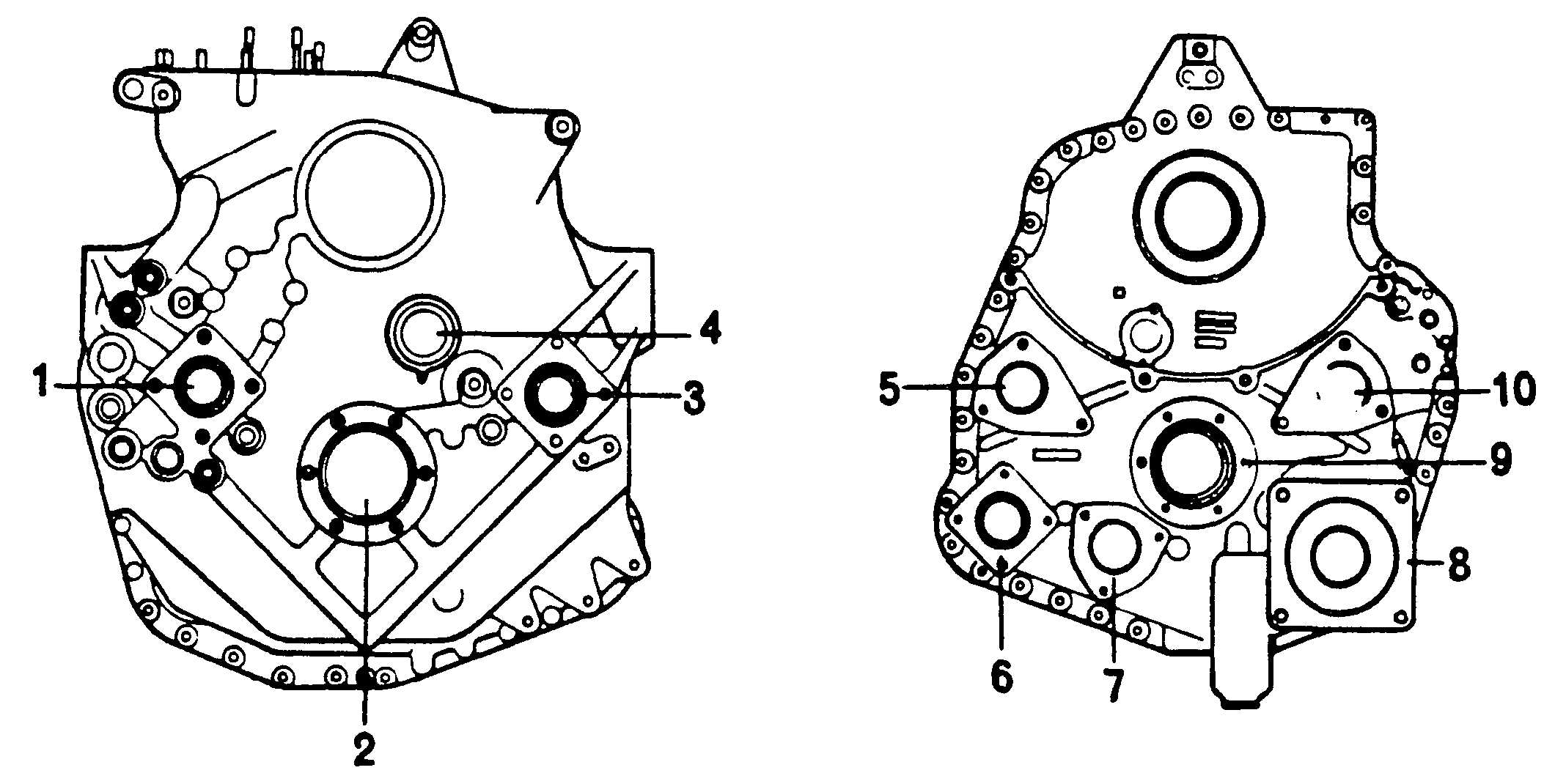
1213/1214
1.
Gas producer tachometer-
4.
Torquemeter spanner nut
9.
Power takeoff
generator
5.
Power turbine fuel govenor
10.
Gas producer fuel control
2.
Power takeoff
6.
Spare (not used)
3.
Power turbine tachometer
7.
Fuel pump generator
generator
8.
Starter-generator
Figure 7-4. Gearbox Accessory Pad Locations
c.
If any gearbox-mounted accessory is removed,
visually inspect the gearbox studs for security, worn
areas, and damaged threads. Replace loose, damaged,
or worn studs. (Refer to paragraph 7-28.)
d.
Check for damaged paint surfaces. Repair dam-
aged paint per paragraph 7-29.
7-15. Thermocouple Assembly Inspection.
When erroneous indications are suspected, ensure
that the indicating system is functioning properly. Per-
form a TOT gage calibration check and a total TOT circuit
resistance check. (Refer to TM 55-4920-244-14 and TM
55-1520-228-23.) If no discrepancies are noted, check
the thermocouple system as follows. Do not remove the
thermocouple assembly from the engine.
a.
Visually inspect the thermocouple assembly for
broken leads, loose terminals, and other visible damage.
b.
Disconnect the leads from the terminal assembly
mounted on the right-hand side of the exhaust collector.
c.
Check the internal resistance of the thermocou-
ple harness at the terminal block on the right-hand side
of the exhaust collector. Resistance shall be 0.55 to 0.65
ohms.
d.
Reconnect the leads to the terminal assembly.
7-16. Exhaust Collector Support Inspection.
Visually inspect the exhaust collector support for
cracks. Cracks are not repairable, replace the engine. If
cracks in the exhaust collector are suspected, refer to TM
1-1520-254-23, Technical Manual Aviation Unit Mainte-
nance (AVUM) and Aviation Intermediate Maintenance
(AVIM) Manual Nondestructive Inspection Procedure for
OH-58 Helicopter Series.
7-17. Outer Combustion Case Inspection.
Visually inspect for cracks and dents in sheet metal
surfaces and wear in the air tube bosses. Replace the
outer combustion case if the repairable limits are exceed-
ed. If cracks on sheet metal surface are suspected, refer
to TM 1-1520-254-23, Technical Manual Aviation Unit
Maintenance (AVUM) and Aviation Intermediate Mainte-
nance (AVIM) Manual Nondestructive Inspection Proce-
dure for OH-58 Helicopter Series.
a.
Check for cracks in the outer shell. Replace the
outer combustion case if nonrepairable cracks are found.
(See figure 7-5.) Weld all repairable cracks. (Refer to
paragraph 7-30.) If cracks in outer shell are suspected,
refer to TM 1-1520-254-23, Technical Manual Aviation
Unit Maintenance (AVUM) and Aviation Intermediate
Maintenance (AVIM) Manual Nondestructive Inspection
Procedure for OH-58 Helicopter Series.
b.
Check for cracks in the liner (inner basket). Weld
repair cracks three inches or less in length and a mini-
mum of one inch apart. (Refer to paragraph 7-30.) Re-
place the outer combustion case if cracks are greater
than three inches in length, cracks are less than one inch
apart, or there are more than two cracks.
c.
Check for dents in the outer shell. Replace the
outer combustion case if dents are more than 1/8 in.
deep. (See figure 7-6.)
d.
Check for wear in the air tube bosses. Replace
the outer combustion case if wear is greater than 0.004
in. deep or out of round more than 0.004 in. (measure
from adjacent unworn area.) (See figure 7-7.)