TM 1-1500-204-23-9
CAUTION
After assembling die to diestock, ensure that the
setscrew is tight. The die could fall out of the diestock,
causing damage to the die.
(b)
Assemble the die to the diestock
and
tighten the setscrew.
WARNING
Dry-cleaning solvent is flammable and solvent vapors
are toxic. Use P-D-680, Type II Solvent in a well-
ventilated area. Keep away from open flames. Avoid
prolonged solvent contact with skin.
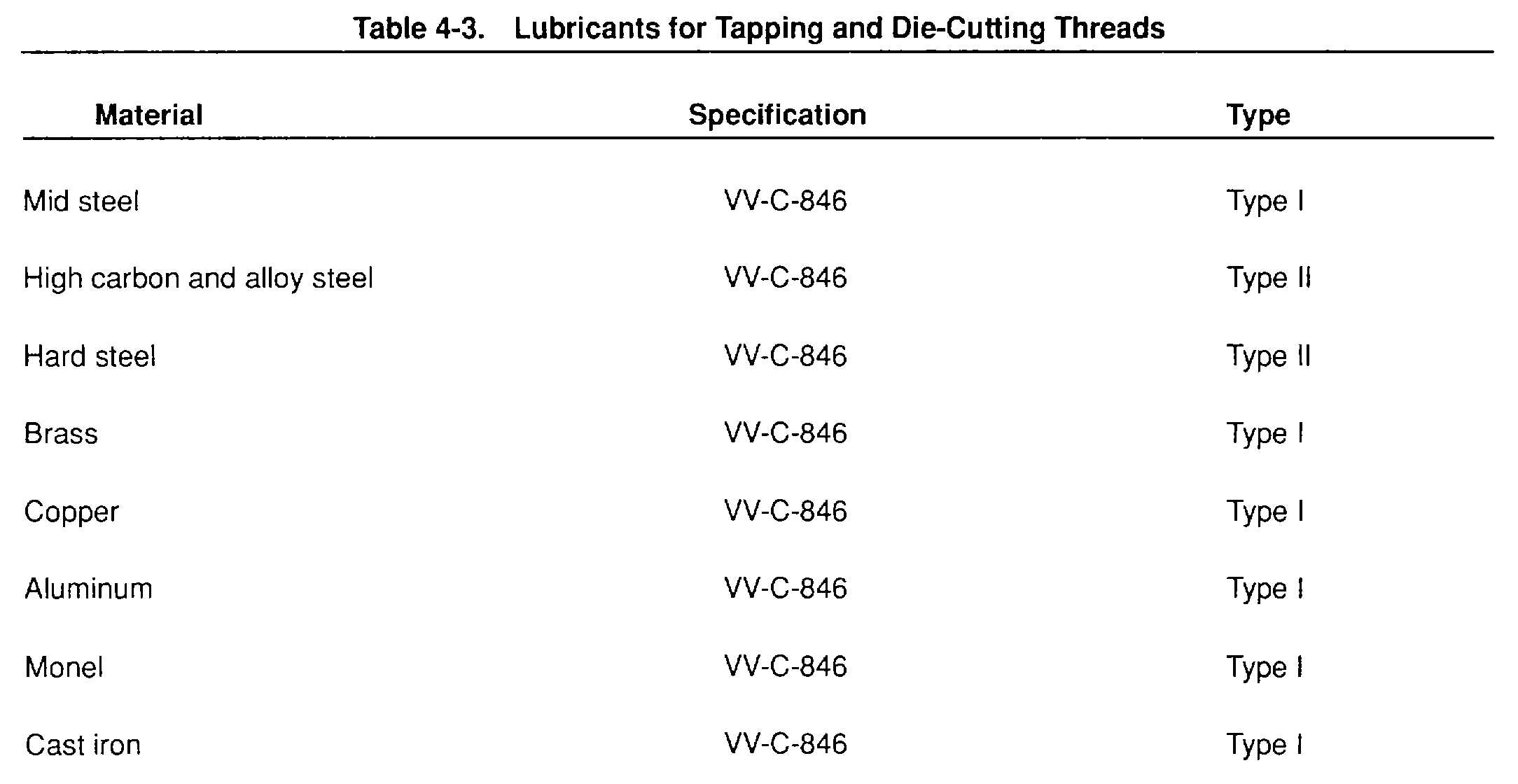
(c)
Use a cutting oil from table 4-3 which
corresponds to the type of metal being threaded.
CAUTION
Do not attempt to cut a thread with a die which has a
major diameter smaller than the diameter of the part to
be cut.
(d)
Position the diestock over the work and
tighten the thumbscrews to secure the diestock to the
work.
(e)
Rotate the diestock slowly but firmly, until
the die takes hold.
(f)
Turn the die backwards about 1/4 turn for
every full revolution forward in order to break off the
chip and make cutting easier.
(g)
When the desired length of thread has
been cut, slowly back the diestock off the work.
(h)
Clean the threads with a clean rag and
check with a thread gauge before installing.
(3)
Diestocks. Figure 4-105 shows the
ordinary and ratchet-type diestocks normally used with
dies. The ratchet-type diestocks are usually used with
rectangular pipe dies.
(4)
Care. Observe the following practices for
the care and upkeep of dies:
(a)
Do not attempt to sharpen dies.
(b)
Keep cutting edges lightly oiled.
(c)
Wipe excess oil and metal shavings from
dies and diestocks.
Table 4-3. Lubricants for Tapping and Die-Cutting Threads
4-42