TM 1-1500-204-23-9
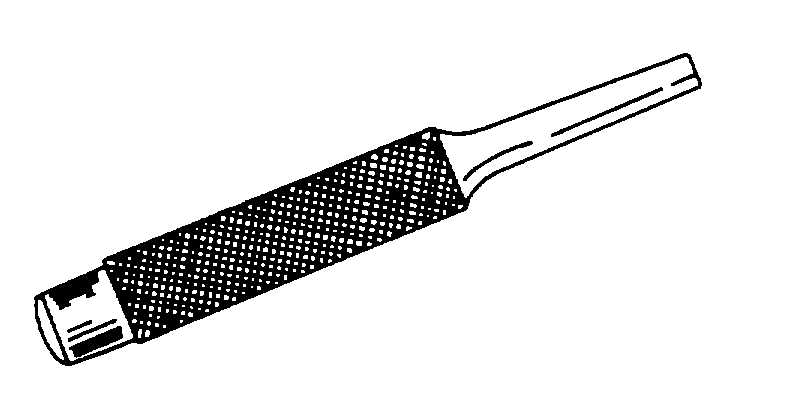
Figure 4-62. Pin Punch
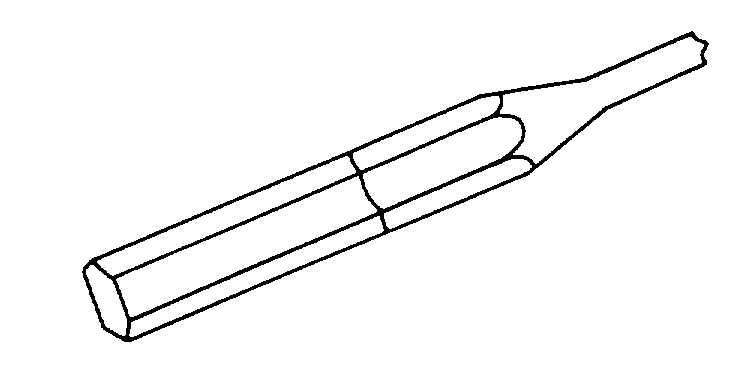
Figure 4-63. Transfer Punch
(2)
Repair. Punches can be repaired by
grinding and retempering.
(a)
Grinding. Pin, drive, or other blunt end punches
must be ground so that the end is perfectly flat and at
right angles to the centerline of the punch. Center
punches and prick punches are ground to conical points
of 60 degrees and 30 degrees, respectively. To grind a
center or prick punch, proceed as follows:
WARNING
Eye protection will be worn when grinding
punches. Failure to comply may result in
serious injury to personnel.
1
Adjust the rest of the grinding wheel so
that the punch meets the face of the wheel at the
desired angle.
2
Rotate the punch while grinding in order to
make the point symmetrical.
3
Preserve temper by dipping frequently in
water.
(b)
Retempering. Punches which have been
overheated or ground back past the hardened ends may
require tempering. The procedure for tempering
punches is the same as that for tempering chisels
outlined in paragraph 4-9b(2).
(3)
Care. Observe the following practices for
the care and upkeep of solid punches:
(a)
Clean punches with a clean rag
after each use.
(b)
Apply a light coat of oil before
storing.
(c)
Store punches so that the edges will
not be damaged.
(d)
Repair
mushroomed
heads
in
accor-dance with paragraph (2), or replace if necessary.
b.
Hollow Punches. Hollow punches are used to
cut holes in thin, soft metal or other items such as
rubber, cork, leather, or paper. Figure 4-64 shows a
typical hollow punch.
(1)
Use. The following procedures describe
the process of cutting a hole in sheet metal. Proceed as
follows:
(a)
Mark the center of the intended hole
with a prick punch.
(b)
Inscribe a circle around the center
mark with a pair of dividers.
(c)
Choose a hollow punch of the
correct size and place the cutting edge over the
inscribed circle.
(d)
With the metal sheet resting on a
block of wood, strike the punch with a hammer until the
hole is cut through the metal.
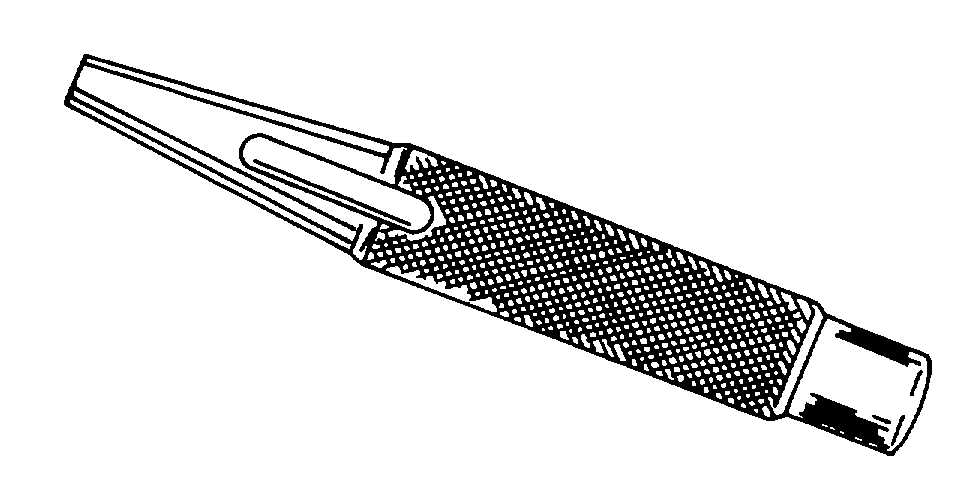
Figure 4-64. Hollow Punch
4-23