TM 1-1500-204-23-9
Figure 4-84. Center Punch for Drilling
NOTE
The drill cannot be made to lead after
the entire point has entered the item.
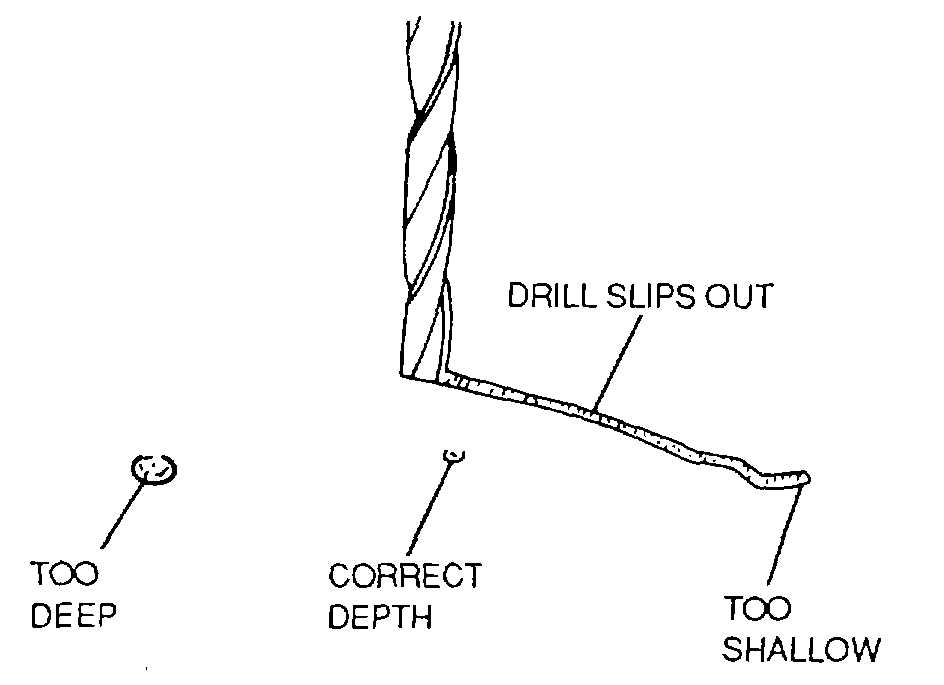
(d)
As the drill begins to emerge from the
stock, release pressure on the drill so that it does not
catch on the chips in the hole.
d.
Grinding. When drills are worn or need to be
modified for certain metals, they can be reground. They
can be reground by machine or by hand.
(1)
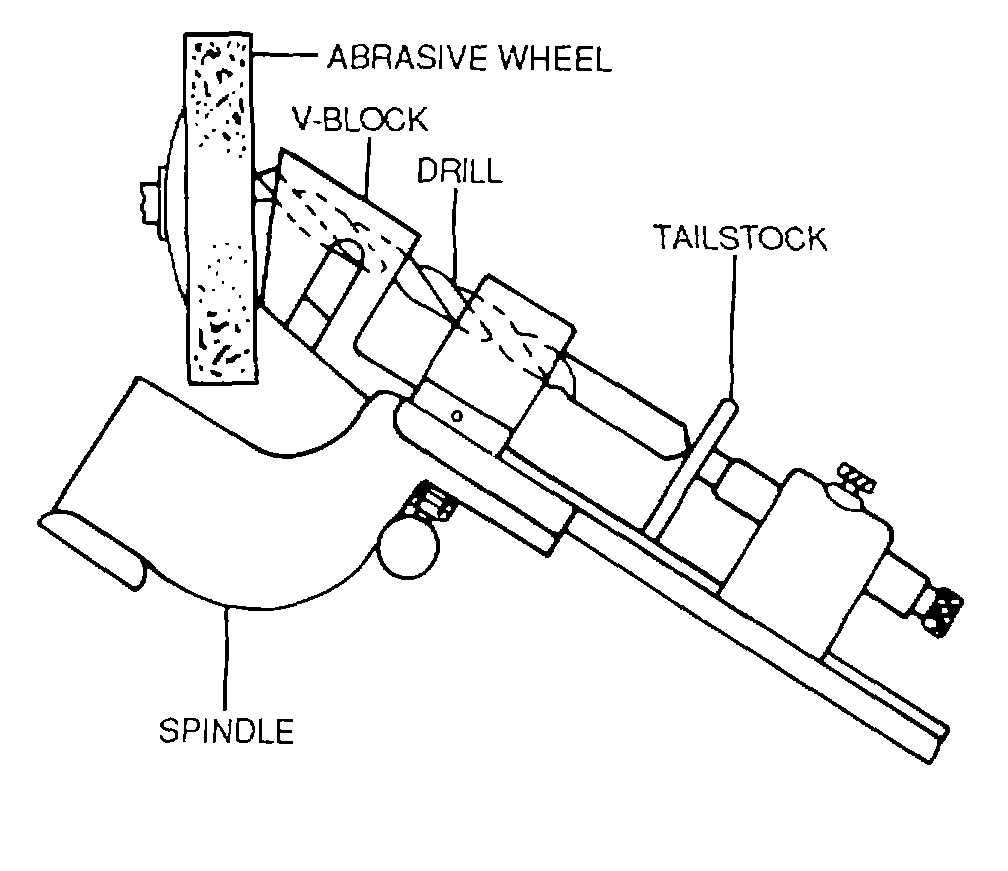
Machine grinding. The most accurate way
to grind a drill is to use a machine designed for this
purpose, shown in figure 4-85. This type of grinding is
accomplished as follows:
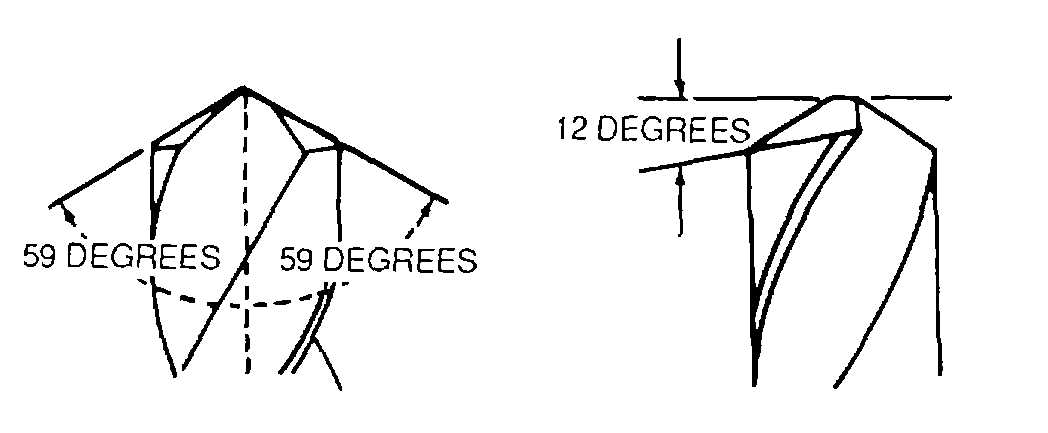
(a)
Adjust the machine to the desired cutting
edge angle, usually 59 degrees, and correct heel angle,
which is usually 12 to 15 degrees, as shown in figure 4-
86.
(b)
Place the drill bit on the V-blocks of the
holder, shown in figure 4-85, and turn so that the drill
cutting edge will contact the grinding wheel.
WARNING
Eye protection will be worn when
grinding drills. Failure to comply may
result in serious injury to personnel.
(c)
With the grinding wheel turning, advance
the tailstock until the drill makes contact with the wheel.
(d)
Swing the holder spindle slowly through
its arc.
(e)
Without
changing
the
tailstock
adjustment, rotate the drill to bring the other cutting lip
into position and grind it in the same manner.
(2)
Hand grinding. Drills may be ground by
hand, but only if a drill grinding machine is not available.
Proceed as follows:
Figure 4-85. Machine Grinding a Drill Bit
Figure 4-86. Usual Cutting Edge and
Heel Angles
4-32